オートコリメータで平面度を測定するには?
測定方法を徹底解説
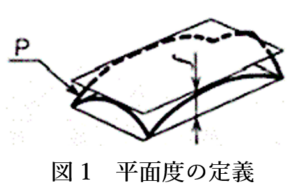
JISにおける平面度とは
日本工業規格(B0621‐1984)によると平面度とは、「平面形体(P)を幾何的平行二面で挟んだ時、平行に平面の間隔が最小となる場合の、二平面の間隔(f)で表す」ものであり、その単位は長さ(mm、μmm)で表されます。
姿勢公差については以下記事をご覧ください。
用語解説と3つの分類
高さ分布で表す平面度
上記のとおり、一般的には平面度を測定基準点からの上下の振れ幅で表し、その振れ幅の最大と最小が二平面間隔(f)の幅の間に収まることが平面度の可否条件となります。
角度分布で表す平面度
これは当然、それ以外の表し方は非正規扱いとなります。JISの文脈のどこにも角度で表してよいとはされておらず、正式なものではないのですが、現実問題として、長さで測定しても角度で測定しても結果的には同じ平面の偏差を測定していることになります。つまり、表面の凹凸の度合は、測定点からの高さで測ることもできれば、波うちの斜頸度を測ることによっても見ることができます(角度積分)。

但し、角度で測る場合、「点」で測ることはできず、かならず「連続した線」で測る必要があります。凹凸高さ測定と同じように、必要に応じた角度測定の線の密度を高めれば測定対象の面を捉えることができ、測定面の正確な平面度合(斜頸度)の測定分布図を作ることができます。また、基準面データムがれば、それを平行度と言い換えることもできます。
角度で平面度を測定する方法については、以下の記事をご覧ください。

レーザオートコリメータでの計測例をご紹介
オートコリメータで平面度合を測定する方法
実際の測定装置としての方法がどのようなものになるかを簡潔にご紹介します。
この原理的には以下の直角度に関するコラムでも紹介したJISにおける直角度の測定方法に似ています。
定義や測定方法など基礎知識を解説
JIS B6190で詳しく紹介されており、上記のコラムでも紹介しましたので、ここでは詳細を割愛します。下の絵図が測定対象物の平面のうねりを計測する装置の原型となりえます。
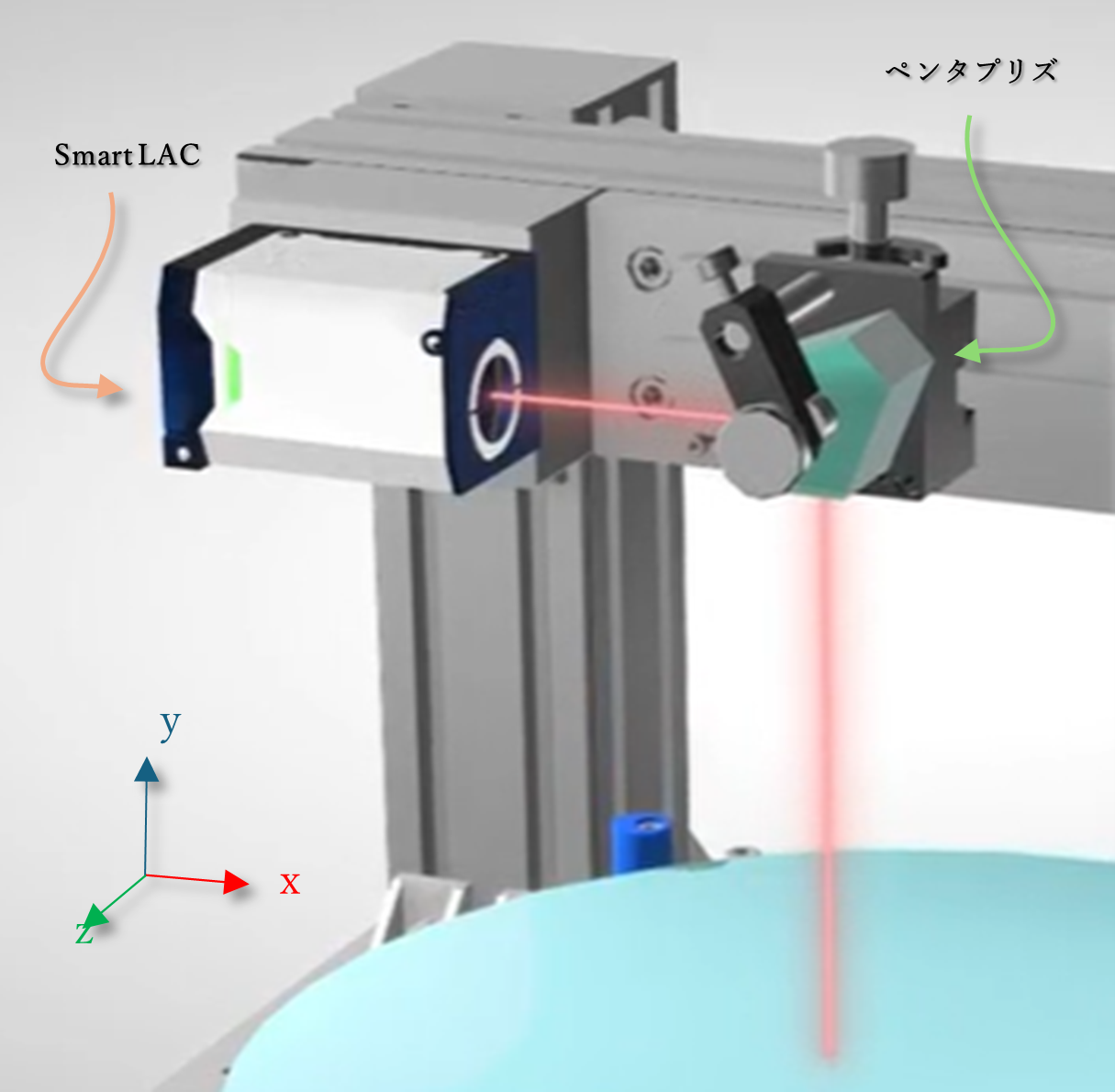
図2 表面うねり測定器 ー 3Dモデル
オートコリメータは測定距離(ワーキングディスタンス)に影響を受けないため、ペンタプリズムをX軸方向に直線移動させても、角度測定に影響を受けません。また、ペンタプリズムは(ヨー軸の回転は)、走査に伴う運動誤差を除去でき、反射角が反転しない利点もあります。
実際のデータ取得においては、手動でスライドさせますと、測定速度が一定にならないためデータ間隔が不均衡になります。やはり、自動ステージを組み込み、走査速度を均衡させることで、後のデータ処理の手間を削減できます。
このように、少し視点を変えてみただけで、今まで設計困難だった測定方法や測定手順の簡便化ができるようになります。
高精度・高効率な角度測定ならSmart LAC
ここまで解説したように、平面度はオートコリメータでも測定が可能です。
駿河精機では、レーザオートコリメータ 「Smart LAC」をご提供しており、高精度・高効率な角度測定を実現できます。
Smart LACにはさまざまなモデルや機能があり、用途や要件に合ったオートコリメータを選択することが可能です。注文から1週間で納品が可能ですので、お急ぎの場合もご相談ください。
Smart LACについて詳しくは、以下資料をご覧ください。
お役立ち資料

レーザオートコリメータ Smart LAC



