測定方法に関するコラム
測定方法に関する記事をお届けしています。

2026.05.19
光軸調整
測定方法
レーザ光の光軸調整とは?
測定器の入れ替えを減らして工程を簡略化する方法を解説
光軸調整は、レーザ光を狙いどおりに出すために欠かせない工程ですが、実務では調整そのものだけでなく、測定器の入れ替えがボトルネックになりがちです。
特に、「コリメート調整」、「ビーム角度調整」、「ビーム位置調整」を順に行う現場では、複数の測定器を使い分けるほど人的誤差・段取り工数が増え、歩留まり要求に追いつきにくくなります。
この記事では、光軸調整について次をわかりやすく整理します。
・光軸調整で何を合わせるのか(3つの調整項目)
・なぜ測定器の入れ替えが課題になるのか(現場で起きる落とし穴)
・入れ替えを減らして工程を簡略化する考え方と、検討手順
「測定器の入れ替えが多くて時間がかかる」「調整の再現性を上げたい」という方は、ぜひ最後までご覧ください。
┌──────────────────────────────┐
✓ 結論(先にここだけ読めばOK)
・光軸調整は①コリメート(平行度)②ビーム角度③ビーム位置を基準に合わせる工程で、従来は測定器を入れ替えながら順に調整します。
・課題は「調整そのもの」よりも、測定器の入れ替えで発生する段取り工数と人的誤差(再現性低下)です。
・工程を簡略化するには、入れ替えを減らす測定設計(同時測定/統合)を検討し、複雑系ほど“往復調整”を前提に手戻りを潰すことが重要です。
・測定器統合(例: Smart ProCo )を使うと、入れ替えと専用ソフト開発の負担を減らし、調整工数・再現性の改善につながります。
2026.05.11
オートコリメータ
測定方法
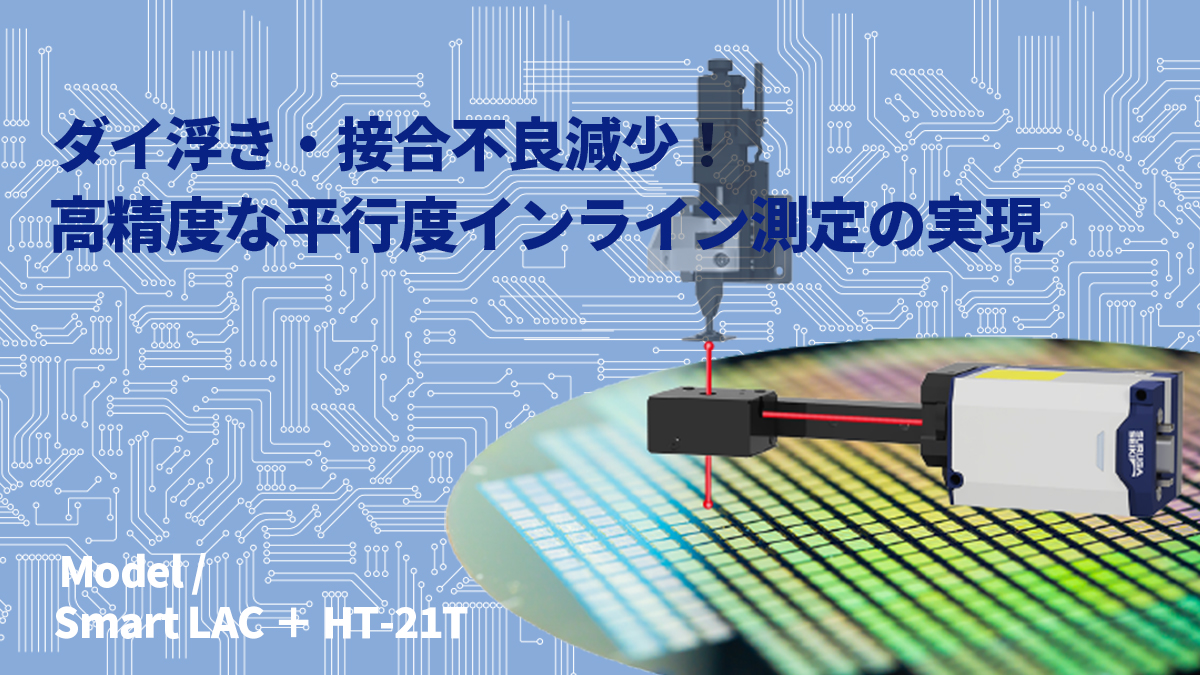
ダイ浮き・接合不良減少!
高精度な平行度インライン測定の実現
半導体ボンディング工程で発生するダイ浮きや接合不良の主因は、チップと基板間のわずかな平行度ズレです。特にフリップチップボンディングでは、高密度・微細化の進展によりミクロンレベルの傾きが品質に直結し、従来の測定・検査手法では見逃せない課題となっています。 この課題に対する有効なアプローチが、ボンディング工程内でリアルタイムに状態を把握する「平行度測定のインライン化」です。非接触で傾きを高精度に測定し、その場で補正することで、不良の未然防止と安定した接合品質の両立が可能になります。
本記事では、フリップチップボンディングを中心に、ボンディング工程における平行度測定の重要性とインライン測定の必要性、さらにレーザオートコリメータを用いた具体的な測定方法について解説します。品質改善や歩留まり向上を検討している方に向けて、実務に直結するポイントを整理しています。
2026.03.02
基礎知識
測定方法
レーザ測定器の繰り返し再現性とは?
悪化する原因と改善方法を解説
レーザ測定器の繰り返し再現性は、ワーク(測定対象物)の表面光拡散状態や測定環境に影響され、カタログ値よりも少なからず変化します。概して、悪くなる傾向がありますので、カタログに記載された精度スペックのみで品質検査を設定しますと、合否判定の信頼性が崩れる場合があります。
このコラムでは、レーザ測定器の繰り返し精度についてわかりやすく整理します。
繰り返し再現性(繰り返し精度)の意味
カタログ値どおりに実測精度がでない理由(ワーク依存の落とし穴)
繰り返し再現性を改善するための具体策と事前検証の重要性
「測定精度が出ない原因を切り分けたい」「改善の打ち手を整理したい」等々、お悩みの方々への解決のヒントが満載です、是非最後までご覧ください。
※本記事では「繰り返し再現性」をより厳密に意味合いを絞り、「繰り返し精度」として扱います。
2つの結論:
1.カタログに記載された繰り返し再現性とは、標準サンプルを一定条件で評価した繰り返し精度の保証値であり、現場での測定環境やワークの表面状態の違いにより、当然、σ(標準偏差)が異なることがあります。
2.繰り返し再現性を改善するには、次に挙げる順で検討します。
①受光量の確保
②移動平均 (補正機能)
③照射レーザ径の変更
2025.11.12
変位計
測定方法
変位測定の難点:
傾き角度による誤差とその対策
変位計測を正確に行うためには、測定器の性能だけではなく、それを取り巻く測定誤差の把握が不可欠です。今回のコラムでは、変位測定における機構の運動が原因になる系統誤差と、その解決方法についてのお話です。
2025.07.24
オートコリメータ
変位計
測定方法
ラップ盤の上下平行度を測るには?
Smart LACを用いた測定方法を解説
今回は、半導体ウェハの加工工程で使用されるラッピング装置を題材にして、上下定盤の平行出しについてお話しします。
従来の変位計を用いた測定方法とレーザオートコリメータ(LAC)を用いた測定方法を比較し、さらにSmart LACを応用した測定方法で、より簡単に同じ結果を得られる方法をご紹介します。
2025.06.14
基礎知識
変位計
測定方法
精密測定と測定器の温度特性についての考察
測定誤差は、統計誤差、偶然誤差、そして、過失誤差の3つの種類に分類されます。
では、測定器の温度特性はどの分類に属するのでしょうか?
少々唐突ですが、この「温度特性」の話題は、精密計測の現場でしばしば議論の的となります。本コラムでは、精密測定における環境温度変化の影響とその重要性、そしてその対応について考察していきます。
2025.01.22
光軸調整
測定方法
ビーム広がりとは?
コリメート光を簡単に計測する方法を解説
コリメート光を作りだすことが、光学系エンジニア実務の1stステップと言えます。
実際、コリメート光を生成するには、非常に精密な光学系の調整が必要であり、多くの時間と労力を要します。しかし、「ビーム広がり角」を算出することで、それらの調整を数値管理できるようになります。
ただし、光学エンジニアの実務の負担が減るわけではなく、細心の注意力と不屈の精神だけでは、業務をこなすのが難しくなってきています。今回は、ビーム広がりをはじめとして、光軸調整について解説します。
2024.10.23
変位計
測定方法
変位計で振動を測定するには?
多くの製造工程や検査工程で、設備の振動が影響を与えることがあります。目視できない微細な振動を光センサで測定することができます。
目視ではブレ、振動量のデータ化が行えず、また、作業員のスキル頼みとなっている場面が多々あります。今回は、非接触かつ簡単に設置できるレーザ測定器を使い、測定対象物の高さ(角度)変位から振動を測定する一例をご紹介いたします。

2024.09.25
オートコリメータ
測定方法
角度から平面度を求める方法は?
レーザオートコリメータでの計測例をご紹介
測定対象物の傾き・角度を測るときにはレーザオートコリメータを用いることが一般的です。しかし角度測定以外の用途では、レーザ変位計等の別の測定器に切り替えて、別データとして測定しなければなりません。今回は、レーザ測定器の長所を生かして、対象物の角度データから平面のうねりを考察する一例をご紹介いたします。

2024.09.11
オートコリメータ
測定方法