レーザ測定器の繰り返し再現性とは?
悪化する原因と改善方法を解説
このコラムでは、レーザ測定器の繰り返し精度についてわかりやすく整理します。
繰り返し再現性(繰り返し精度)の意味
カタログ値どおりに実測精度がでない理由(ワーク依存の落とし穴)
繰り返し再現性を改善するための具体策と事前検証の重要性
「測定精度が出ない原因を切り分けたい」「改善の打ち手を整理したい」等々、お悩みの方々への解決のヒントが満載です、是非最後までご覧ください。
※本記事では「繰り返し再現性」をより厳密に意味合いを絞り、「繰り返し精度」として扱います。
2つの結論:
1.カタログに記載された繰り返し再現性とは、標準サンプルを一定条件で評価した繰り返し精度の保証値であり、現場での測定環境やワークの表面状態の違いにより、当然、σ(標準偏差)が異なることがあります。
2.繰り返し再現性を改善するには、次に挙げる順で検討します。
①受光量の確保
②移動平均 (補正機能)
③照射レーザ径の変更
レーザ測定器の繰り返し精度とは何か?
レーザ測定器に限らず、同じ条件下での測定対象の同じ位置を繰り返し測定したときに、測定値のバラツキをします指標です。
(本記事では、他の関連用語との違いには深く踏み込まずに、測定の精度について着目しています)。
繰り返し精度が悪い場合、現場では、以下様な課題に直面します。
● 合格基準となるワークを測定しているに、不合格になる
● 同じワークでの測定値が安定しないため、合否を分ける基準範囲が決められない
● 品質合否判定の信頼性が崩れているため、不良品が続発する
つまり、レーザ測定器の繰り返し再現性は、製品製造の公差の範囲を決める重要な指標です。
レーザ変位計のスペック表で見る、繰り返し再現性とは何か?
駿河精機のレーザ変位計のスペックに記載されている「再現性」とは、同じ対象を同じ条件で繰り返し測定したときに生じる測定値のばらつきを示す指標です。
同じものを同じように測定しても、測定データには必ずばらつきが生じます。そのばらつきを“標準偏差”として統計的に算出したものがスペックとして示されます。一例として弊社のSmart LPS 1Dのスペック表を示します(表 1)。
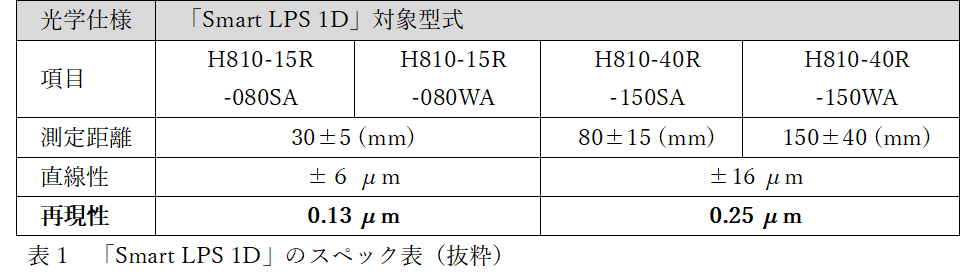
上表では、各型式の繰り返し再現性を「再現性」と表しています。例えば、H810-15R-080SAの標準偏差(σ)は0.13µmとなります。
ここからは、レーザ変位計にフォーカスして、その繰り返し再現性の要点と改善策についてお話しします。
なぜ、レーザ変位計の繰り返し再現性はスペック値と実測で異なるのか?
一般的に、レーザ変位計のスペック性能を見る時には、直線性を最も重視します。しかしながら、繰り返し再現性も重要な仕様です。再現性がワークや環境により悪化すると直線性の正確さにも影響します。
注意すべき点は、スペック数値算出の測定条件です。再現性試験では、白セラミックを標準サンプルとして繰り返し測定し、その標準偏差を「繰り返し再現性」として示しています。実際の測定対象が標準白セラミックでない場合、スペック値とは異なる再現性になります。
つまり、メーカが保証するカタログ値:繰り返し再現性とは、いかなる測定条件でも保証される値ではないことを理解することが重要です。
結局のところ、反射率と拡散反射の度合いの変化が繰り返し再現性の変化の原因になります。
なお、ワークの材質や表面状態だけでなく、測定環境や設置条件によっても計測値が変化することがあります。レーザ変位計でワーク測定を行う際の注意点については、以下の記事も参考にしてください。
ワークの何が繰り返し再現性を悪化させる?
繰り返し再現性はセンサの性能だけでなく、ワークの反射特性に強く左右されます。特に影響が大きい要素は以下の3つです。
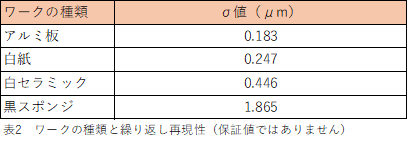
素材(反射率):レーザ光をどれだけ返すか 表面構造:ポーラス構造など、内部散乱を起こすか 表面粗さ:粗いほど散乱が増え、受光が不安定になりやすい一例として、以下の表に代表的なワークの同一条件での繰り返し再現性の比較を示します。
補足情報:ワーク特長
表面荒さ:アルミ<白紙<白セラミック<黒スポンジ
表面構造:白セラミック、黒スポンジはポーラス構造あり
反射率:アルミ>白セラミック>白紙>黒スポンジ
測定条件:シャッタースピード:5μ秒、レーザ強度:5%、移動平均:1回、W.D. 80mm 、標準偏差:連続した100サンプリングデータ使用
表2から分かるように、光拡散の度合いが低く反射率が高いワークほど、σ値が小さくなる傾向があるといえます(繰り返し再現性が良い)。
繰り返し再現性を改善する方法は?
改善策の代表的な方法は、以下3つです。
① 受光量(反射光の強さ)を増やす
② 移動平均を使い、ばらつきを抑える
③ 照射レーザ径(スポット径)を大きくする
以下で実際のデータを見ながら詳しく見ていきます。
➀ 受光量(反射光の強さ)を増やす
測定器の内部センサへの受光量が不足するとノイズの影響が相対的に大きくなり、測定値のバラツキが多くなります。
受光量を増やす方法としては、主に以下の2つがあります。
(1)レーザ強度
レーザ強度を変えながら黒スポンジの変位量を測定したときの繰り返し再現性σ値の変化を(表 3)に示します。横軸はレーザダイオードの出力を%で示し、縦軸は100回サンプリング時の変位量のσ値(µm)を示します。
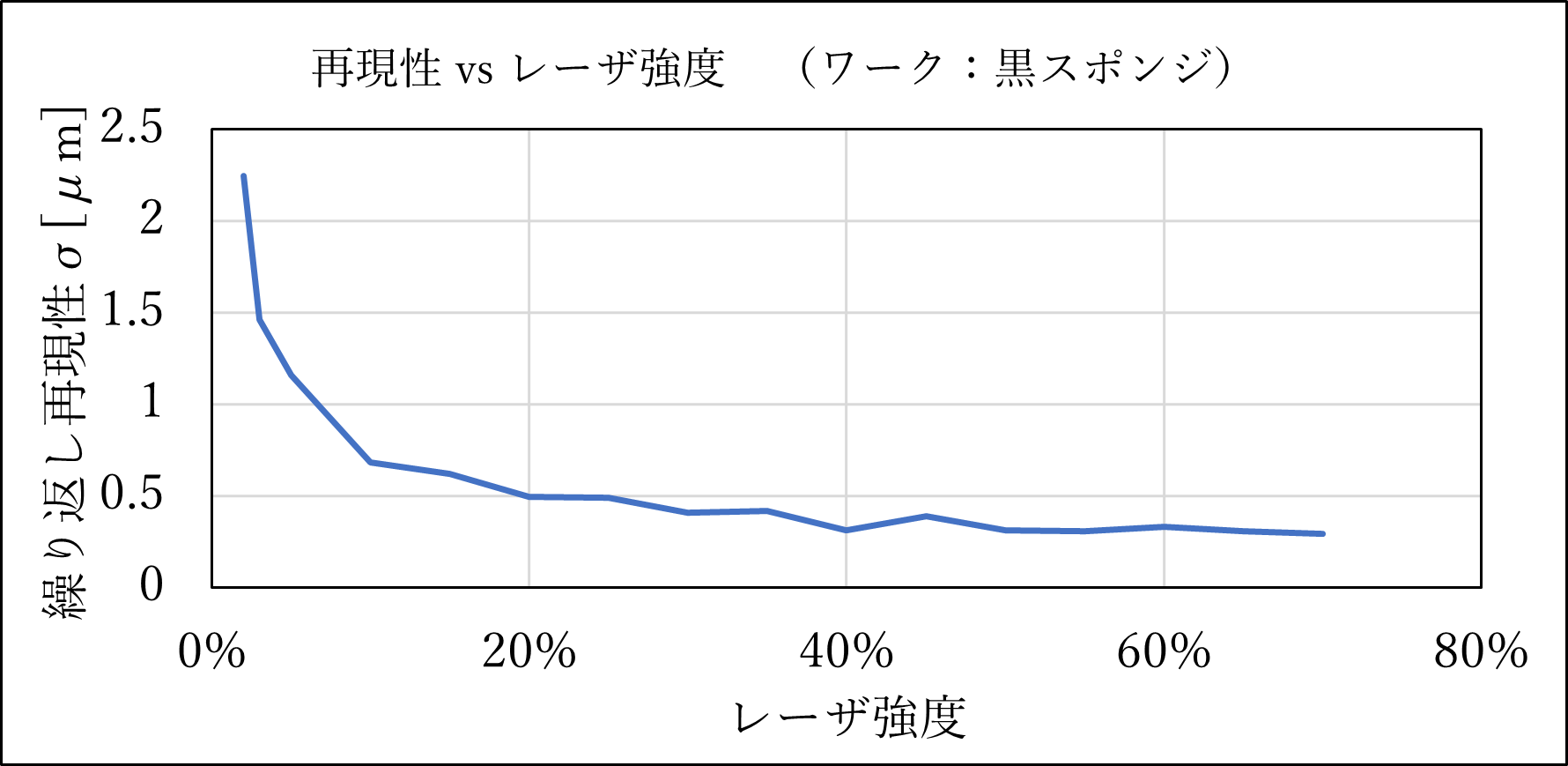
表 3 レーザ強度と繰り返し再現性
このように、射出レーザの強度が40%以下では、繰り返し再現性(精度)が実用レベルではなく、直線性にも大きく影響すると考えられます。
(2)シャッタ速度
シャッタ速度を遅くして露光時間を長くすると、センサの各ピクセルの明暗が分かれやすくなるため、結果として繰り返し再現性が良くなります。但し、いたずらにシャッタ速度を遅くすると光害を受けやすくなります。また、1ワーク当たりの測定時間も長くなり、タクトタイムへの影響もでるため、バランスを取ることが必要になります。
レーザ変位計のサンプリング機能の平均化処理(フィルタ)を使用することで測定値のばらつきを抑えることができます。それにより、繰り返し再現性を計算するための母数を増やすことと同じ効果が得られます。しかし、ワークの1測定点当たりの測定時間を[繰り返し平均回数xサンプリング時間]より長くする必要があるため、タクトタイムが長くなります。
② 移動平均とつかい、ばらつきを抑える
レーザ変位計のサンプリング機能の平均化処理(フィルタ)を使用すると、繰り返し再現性を計算するための母数を増やすことと同じ効果が得られ、測定値のばらつきを抑えることができます。
③ 照射するレーザの径を大きくする
ワークに対するレーザの反射面積を大きくすることでより平均化した結果を得ることができます。レーザ径の大小と同じワーク表面状態への照射の比較をイラストで示すと以下のようになります(図1)。
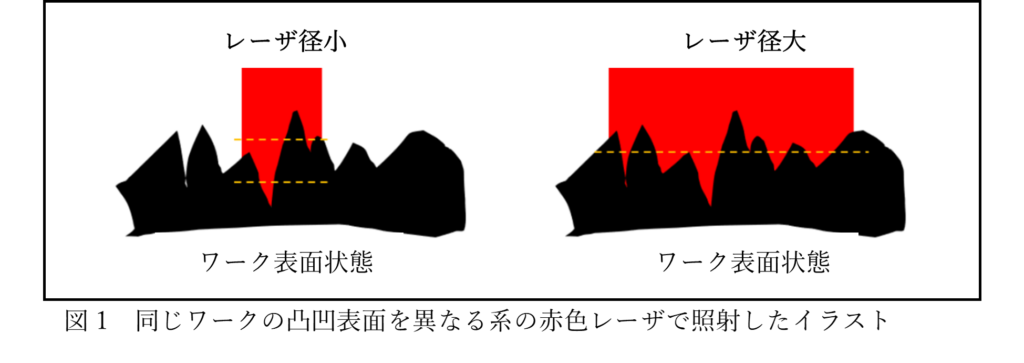
図1の左のレーザ径小では、レーザ反射が起こる地点があいまいなため、繰り返し再現性が不確実に陥りやすいです。一方、レーザ径を大きくした右の図では、反射面積が広いために凸凹の影響を受けにくく、繰り返し再現性が向上する傾向にあります。
先に測定した4種類のワークに対してレーザ径を変えて測定した場合の繰り返し再現性の例を(表4)に示します。

表4 レーザ形状(径)の違いによる再現性(保証値ではありません)。 注:アルミ板のディヒューズ反射率は80%
一般的に表面の凹凸等が大きい場合、レーザ径を大きくした方が繰り返し再現性は良くなる傾向にあります。表4の黒スポンジのおける繰り返し再現性はレーザ径を大きくすることでσ値が1.866µmから1.066µmへと改善しています。
反対に、レーザ径や形状変化の効果は、ワークによっては悪化するケースもあるようです。白セラミックの繰り返し再現性は、レーザ径を大きくすることで悪化しました。これは、ワークが白色で反射率が高く、また、拡散反射する材質であるため、センサによる反射レーザビームの中心位置判定にぶれが生じていると考えます。
ここまで、繰り返し再現性を改善する方法を3つ紹介しました。最適な手法はワークの反射率と光拡散の度合いを見定めて選択する必要があります。
次に、実ワーク測定の事前検証ステップをチェックリスト形式でまとめました。
繰り返し再現性を改善する検証手順(4ステップ)
1.標準サンプルで繰り返し再現性(σ)を確認する
センサの取り回しや設置条件を決めて基準サンプルを使い、基準値を確定する、あるいは、カタログ値との比較をする。
2.実ワークを同条件で測定し、σを取得する
上記1と同じ設定条件で、ワークを測定し、σ値の変化と差分を数量で把握する。σ値(ぶれ幅)が許容範囲ならば、検証終了。
3.受光量を増やして改善度を比較する
レーザ強度やシャッタ速度を調整し、適切な受光量を確保したときにσが改善するかを確認します。
4.「移動平均」補正機能を駆使する
高性能なレーザ計測器には色々なフィルタ機能・補正機能が備わっています。移動平均フィルタだけでなく他の機能もフル活用して、実ワークの特性や環境要因を抑えて繰り返し再現性の改善に役立てます。
繰り返し再現性の悪化の原因の順序だてて切り分けします。
1)現状把握(同条件でσを取る)
☐ 標準サンプルで(σ)を測定した
☐ 実ワークを同一条件で測定し、(σ)を取得した
☐ 標準サンプルと実ワークで、σの差を確認した
2)改善策(優先順位順に試す)
☐ レーザ強度/シャッタ速度を調整し、受光量を確保した
☐ サンプリング設定や補正機能の設定を見直し、σが改善するか比較した
3)改善が小さい場合の見直し
☐ ワークの反射特性(材質・色・表面粗さ・表面構造)を再確認した
☐ 設置条件(角度・振動・外乱光など)の影響を切り分けた
☐ 条件変更で改善しない場合、方式・機種の適合を再検討した
3行のまとめ
・繰り返し再現性は、センサ性能だけでなくワークの反射特性にも大きく左右されます。
・スペック値だけで判断せず、実ワークでのσ値取得を元にして品質評価基準を設定することが重要です。
・導入前に事前検証を行うことで、測定の可否や改善余地を判断しやすくなります。積極的に、デモ機・サンプル機の取り寄せをしましょう。
高精度なレーザ測定器をお探しなら、駿河精機のSmart シリーズ
本記事で解説したように、レーザ測定器は測定対象の素材や表面状態により再現性が大きく変化します。品質検査にはカタログ値を一見するだけで安価な測定器を選択せずに、ワーク対応力の高い高性能・高機能なレーザ測定器を検討することをお勧めします。
弊社では、様々な高精度・高性能なレーザ測定器をご用意しています。
・高精度レーザ変位計 「Smart LPS 1D - H810シリーズ」(リンク)
・傾き・角度測定に最適な 「Smart LAC - H410/H420 シリーズ」(リンク)
・ビーム計測センサ 「Smart ProCo - H651 シリーズ」(リンク)
各シリーズのバリエーションも豊富。お客様の用途・ワーク・作業環境に合ったモデルや機能を選択していただけます。
導入前に、実機検証も行えます。
デモ機の貸出も行っておりますので、事前データ検証を行いたい方は、お気軽に以下からお問合せください。
お役立ち資料

高精度変位計 Smart LPS 1D

レーザオートコリメータ Smart LAC

プロファイラー&オートコリメータ Smart ProCo