姿勢公差とは?
用語解説と3つの分類
この記事では、姿勢公差とは何か、なぜその設定が重要か、姿勢公差にはどのような種類があるのかなど基礎知識について解説します。
姿勢公差とは?
姿勢公差とは、ISO/JISで定義される、幾何公差の分類の名称です。他にも「形状公差」、「位置公差」、「振れ公差」がありますが、データムが必要な幾何公差の中では基本的な幾何公差条件ですから、今回は姿勢公差を使い、話を進めます。
姿勢公差には、「平行」、「直角」、「傾斜」の3つが含まれます。平行度公差の概念が解れば、後の2つは、おのずとその応用です。
幾何公差の設定が必要な理由
設計図面の中で、物の形状とその寸法、寸法公差、表面の粗さは必ず入れなければならないのですが、幾何公差は入れなくてもよいです。特に、最近の加工技術はどこの加工業者でも高いですから、図示しなくても望み通りの形状を(加工業者が忖度して)整えてくれます。但し、図示しない=幾何公差を考えないではありません。
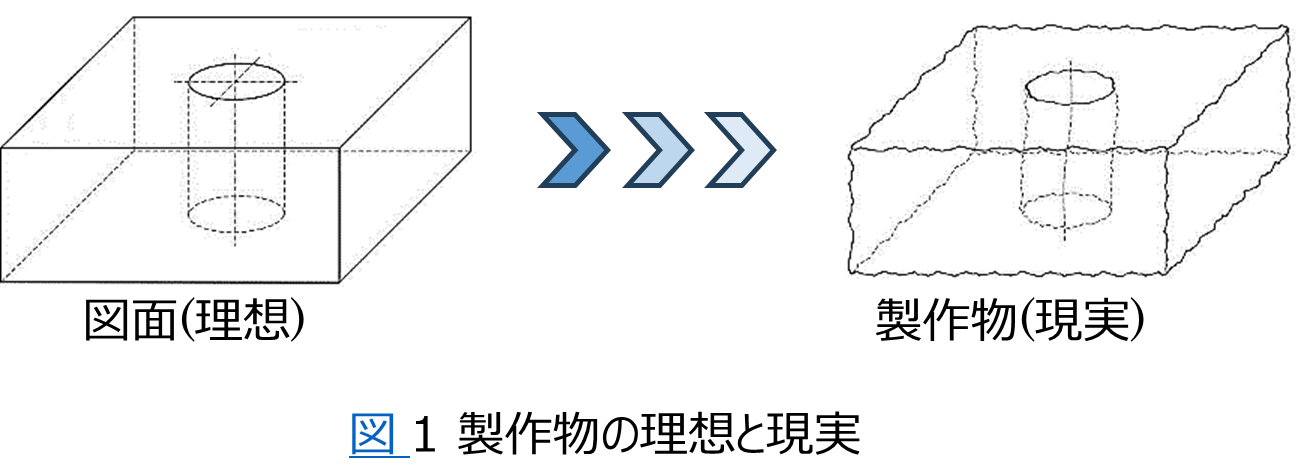
寸法公差指定のみでの製作依頼では、図面通りに仕上がりません。目視では判らなくても、ミクロレベルの仕上がりは、必ず、図 1の右側のようになります。少々極端な絵図ですが、製作物が寸法的に合っていても、重要な幾何公差が指定されていないと、組み合わせたときや、連動・駆動させたときに、色々と不都合が生まれる形状になります。
そのような時、どこが、どのくらい狂っているのかが解りません。そして、往々にしてそれらは、寸法公差では言い表せないことが多いです。但し、すべての線や面を理想的な関係の形状にしようとすると、莫大な工数がかかります。なぜなら、幾何公差の図示は、形状の寸法に無関係に適応されますので(独立の原則)、当然、各々の幾何公差の測定も寸法計測とは独立して、なおかつ、個別に取り計らわれるからです。
様々なトレードオフから、幾何公差を設定する場合には、必要最低限の指定となりますが、主な目的はひとつです:
部品機能を明確にする。
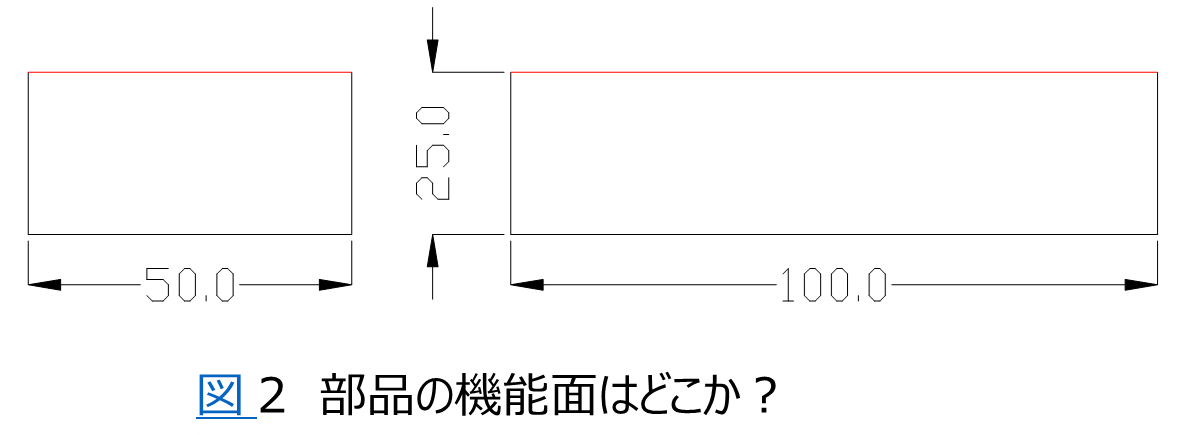
部品の主機能に幾何公差を入れることで、その部品の機構上の役割を図面上で明確にします。例えば、図 2の単純な延べ板も、2枚を上下にして製作物をプレスする機構の場合、赤線で表した機能面と基準面との平行度が重要になります。
姿勢公差 3つの分類
姿勢公差は以下の3つに分類されます。
平行度
平行度は、真直度や平面度の概念に加え、基準線・面を持たせた公差です。データム/基準を持たない幾何公差の場合、挟み込む領域は水平に平行な理想的な面や線を暗示しますが、現実には定盤表面ですので、実体部があります。
さて、データムを必要とする平行度は、部品の実体部を基準として、それにどれだけ平行であるべきかを指示します。当然、挟み込む領域の指定が小さければ小さいほど、平たんであって直線でありますので、平行度を指定すれば真直度や平面度も付随するので、わざわざそれらを図示しません。
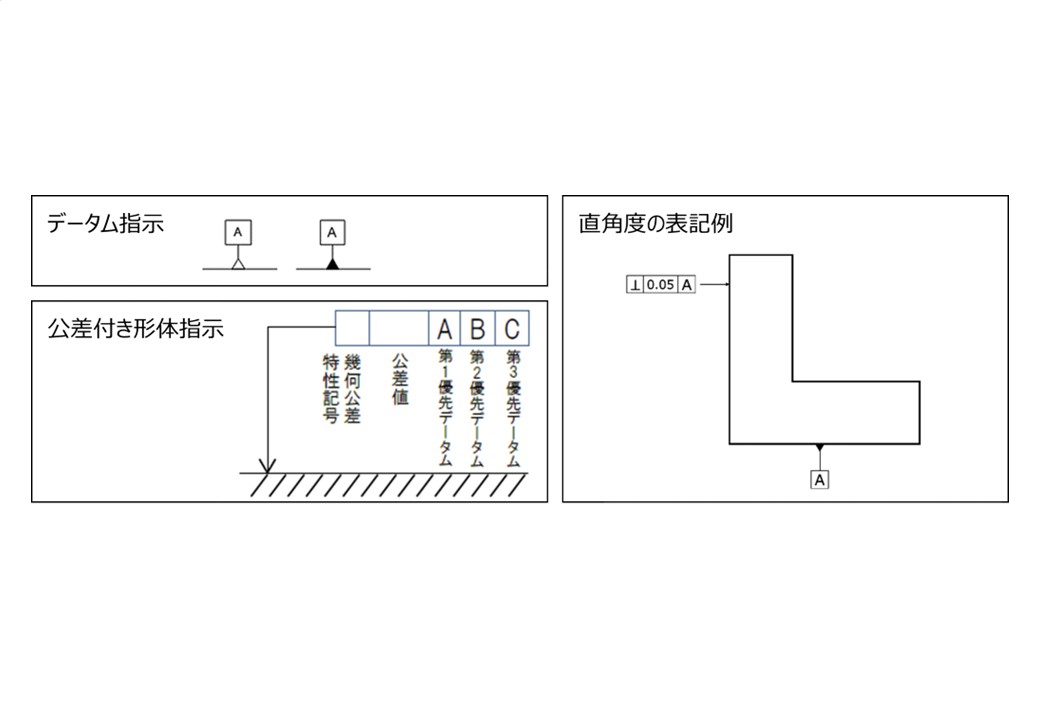
直角度
直角度とは、平行度の概念と同様に、データムに対して指定した面がどれだけ直角に直線的/平面的であるべきかを示した公差です。
直角度について詳しくは以下記事をご覧ください。
定義や測定方法など基礎知識を解説
傾斜度
平行(0度)、直角(90度)、とくれば、次はその間の角度に対する公差です。これも概念的には同様に、基準面に対しての測定面が、指定の角度で直線/平面であることに対する公差です。
測定の難易度は平行度や直角度よりも格段に高くなります。基準面を指定角度に傾けて傾斜度公差指定面を水平にすることで安定した測定状態を作ります。理論的には単純そうですが、部品の形状により固定方法を工夫する必要がありますし、測定面が傾斜0度(水平)であることも確定しなければなりません。
(上記、3つに加え、「線の輪郭度」と「面の輪郭度」を「姿勢」に加える場合がありますが、JISの正式な分類としては、形状偏差に属しますので、また別の機会に登場させようと思います)。
どうやって測る?
製作物の正しさはどうやって測るのでしょうか?つまり、図面と同じく仕上がっていることを、何をもって保証するのでしょうか?
結論としては、寸法の測定だけでは、必ず、不確かさを残します。寸法とは、2点間の距離を計測しているにすぎませんので、測る人の解釈や測定器具、また、測り方により結果が異なります。最悪の場合、寸法公差指定だけで部品を1万個発注すれば、各々1万通りの形崩れを起こした状態で納品されます。その不確実性を制御するためにも、幾何公差の設定が必要になります。
幾何公差を図示すると、測定方法が限定され、寸法解釈に同一性・一義性を持たせることができます。これはなにも加工業者だけの問題ではなく、自社の納品検査側でも説明責任の根拠となります。誰でも同様の精度を持つ異なる計測器で計測しても、同じ結果が得られることにつながります。
高精度な角度計測なら「オートコリメータ」
角度の測定を高精度に行いたい場合は、分度器などのアナログな角度測定方法と比べて、大幅に高精度・高速で測定ができるオートコリメータの使用がおすすめです。
弊社では、測定にレーザーを用いた高精度なレーザオートコリメータ 「Smart LAC」をご提供しています。Smart LACは、光学原理を用いて測定をおこなう方式のため小数点以下の細かい角度測定を簡単に行うことができ、従来の分度器などの器具を用いた測定方法と比べて高い精度での測定が可能です。
また、レーザー光を用いて測定対象に非接触で測定ができるので測定対象を傷つける心配がなく、複数箇所の測定をする場合でも、角度測定にかかる時間を大幅に短縮できるという点でもメリットがあります。
角度測定にレーザオートコリメータを用いるメリットについて、より詳しく知りたい方はぜひ以下の資料もご覧ください。
レーザオートコリメータの3つのメリット
また、Smart LACは豊富なバリエーションがあります。さまざまなモデルや機能を選択でき、用途や要件に合った最適なオートコリメータを選ぶことが可能です。
注文から1週間で納品が可能ですので、短納期も魅力の一つです。
Smart LACの詳細な製品情報を知りたい方は、ぜひお問合せくださいませ。
お役立ち資料

レーザオートコリメータ Smart LAC