ダイ浮き・接合不良減少!
高精度な平行度インライン測定の実現
本記事では、フリップチップボンディングを中心に、ボンディング工程における平行度測定の重要性とインライン測定の必要性、さらにレーザオートコリメータを用いた具体的な測定方法について解説します。品質改善や歩留まり向上を検討している方に向けて、実務に直結するポイントを整理しています。
ボンディング工程で平行度が重要な理由とは?
フリップチップボンディングやダイボンディングにおいて、チップと基板の平行度は接合品質を決定づける最重要因子です。
平行測定が重要な理由を「ダイチップと基板の平行度」「コレット吸着面と基板の平行度」「バンプ接合不良」「加熱加圧時の横ズレ」4つの観点で説明いたします。
・ダイ(チップ)下面と基板上面の平行度
チップを基板に押し付ける際、この平行度が確保されていないと、接着剤(ペースト)の厚みが不均一になり、チップの傾きやボイド(気泡)の発生、ひいてはヒートシンクへの熱伝導不良や電気的故障の原因となるためです。
・ボンディングツール(コレット)吸着面とステージ(基板)上面の平行度
チップを保持するコレットとチップが載る基板が平行でなければ、チップを載せた瞬間に片当たりし、チップの破損やチッピングが発生するためです。
・バンプの接合不良
チップを基板に接合する際、平行が取れていないとバンプ高さの不均一さと相まって、ある部分のみ接触面積が小さい、接続抵抗が大きいという問題が発生することが有ります。
・加熱加圧時の横ズレ
平行が取れていないまま、上方から加圧すると、チップが横に移動してしまい位置ズレを引き起こし、電気的な不良に繋がります。
最先端半導体(チップレット技術)において±0.2μm以下の接合精度と高スループットの両立を目指す技術開発が進んでおり、ハイブリッド接合や熱圧着(TCB)接合技術が主軸であり、高分解能アライメントと微細表面処理がキーポイントとなっています。
平行度ズレが起きるメカニズムと従来手法について
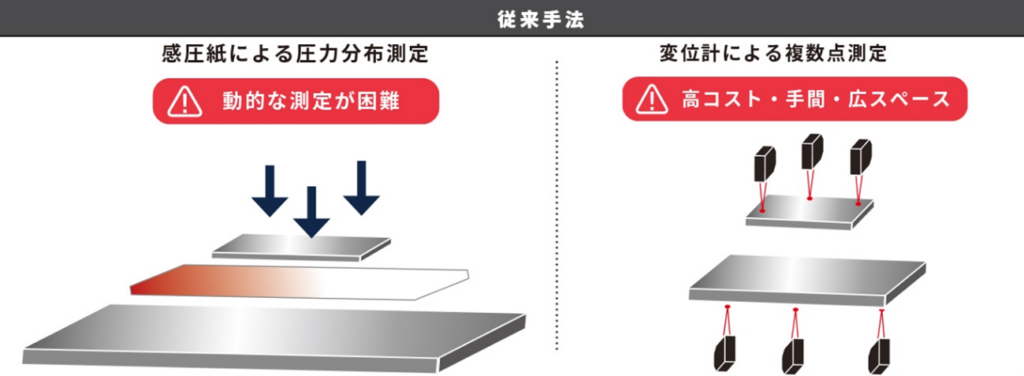
現在、多くの設備ではチップと基板面の相対角度が管理されていません。数値化できていないことにより、接合品質の不安定化につながり、歩留まり低下へつながっています。
感圧紙を使用した測定については、発色の濃淡による官能評価に頼っており、定量的な角度管理ができません。特に動的な測定には向いておらず、実際のボンディング時の熱膨張や動的挙動を反映できておらず実機での接合不良を未然に防ぐことができていません。
レーザ変位計合計6台(チップ側3台+基板側3台など)を使用して平行度を測定する場合、設備コストが非常に高くつきます。コントローラやデータ処理システム構築費用も増えることによりコスト面でのデメリットが大きいです。また、装置内の限られたスペースには不向きで、ヘッド周りの機構が複雑化・大型化することによりメンテナンス性が低下します。6台それぞれのセンサの誤差(機差)が測定値に影響し、キャリブレーションにも工数を要する点、3点からの角度算出をするため各センサの取付精度や振動の影響も累積しやすいことも挙げられます。
駿河精機のレーザオートコリメータを用いた平行度測定の具体的な手法とは?

駿河精機のレーザオートコリメータSmart LACと対向ビーム分岐アダプタHT-21T(※この後からは省略しHT-21Tとする)を用いた、フリップチップボンディングにおける平行度測定のプロセスをご説明します。
オートコリメータ側に装着したHT-21Tにより単一の光源を上下2方向に分岐させ、バンプチップ面とパターンウエハ面を同時に照射して測定します。
測定手順としては、まずチップを吸着したボンディングヘッドとウエハの間にアダプタを介在させ、上下の各測定面から戻った反射ビームをH410のCMOS受光素子で捉えます。基準光軸に対する各反射スポットからそれぞれの傾き成分を算出し、「チップとウエハ間の相対的な平行度」を高精度にリアルタイム計測できます。

HT-21Tはヘッドサイズ20mmの高さとなっており挿入できる空間があれば介在させて測定することが可能です。
平行度の精度としては0.01°以内、計測可能な角度範囲は片方(ヘッド面)から20mmの点で最大±0.5°、他方はヘッド面から50mmの点で最大±0.5°となり、それより遠方ほど狭くなります。
また、上下への照射光量比を調整可能なため、反射率が大きく異なるワークに対しても最適光量で測定が可能です。
この構成により、限られたスペース内でも工数を削減しつつ、秒単位の分解能で精密な面出し調整が可能となります。
実際の測定の見え方や平行調整の方法について知りたい方はこちら(リンク)
自動化に向けたご提案
駿河精機のSmart LAC H410シリーズは通信インターフェースを活用することができます。
EthernetやRS-232C通信を介し、PCやPLCから測定指示やデータ取得をリアルタイムで行えるため、装置組み込みに最適です。複数の反射スポットを同時検出する機能により、ツールと基板の相対角度を瞬時に算出。高速応答性を活かした自動補正ルーチンの構築により、タクトタイムを短縮しつつ高品質な接合を実現します。
測定値、画面輝度、スポット情報を一括取得できる専用コマンドも準備しております。
HT-21Tを使用する際の注意点
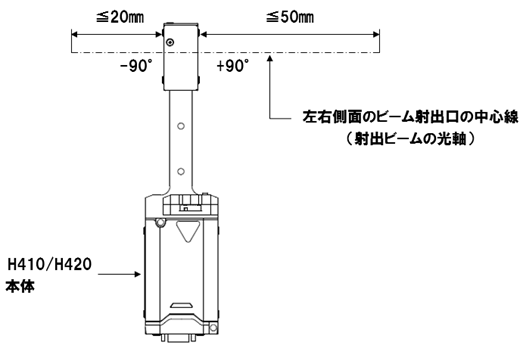
HT-21Tは上記画像のように測定レンジが左右(上下)で異なります。測定レンジ±0.5°以上の点は左側20mm以内、右側は50mm以内となります。
対応波長は655nm、660nmのみとなります。
搭載可能なSmart LACはH410-175R、H420CL-135R-10-300Aの2機種のみとなります。
Q&A
・ボンディングにはどんな種類がありますか?
⇒ダイボンディング(Die Bonding),ワイヤボンディング(Wire Bonding), フリップチップボンディング(Flip Chip Bonding)があります。
・用途別の使い分けは?
⇒ダイボンディングはすべての基板に使用されます。ワイヤボンディングは家電や自動車向け電子機器など低コストで汎用的なものに使用されます。フリップチップボンディングはスマホやAI用GPUなど小型で高速化が必要なものに使用されます。
・ボンディング工程におけるダイ浮き(Die Floating)とは何ですか?
⇒接着剤とチップの間に隙間ができて浮き上がってしまう不良現象です。
・平行度測定にはどんな非接触センサを使用することがきますか?
⇒レーザ変位計、超音波センサ、三次元測定機、レーザオートコリメータなどがあります。
・レーザオートコリメータで平行度を測定するメリットは何ですか?
⇒非接触で対象物を傷つけない点、反射光を使い、高精度に捉えるため精密な平行測定が可能、作動距離が変動してもオートコリメータの原理を使用しているため反射角は変化せず、安定したデータが得られる点です。
お役立ち資料

レーザオートコリメータ Smart LAC

困り事を解決します!
対向ビーム分岐アダプタ HT-21T
