オートコリメータで真直度を測定する
方法とメリット
本記事ではオートコリメータでの真直度の測定方法やメリットを、実用的な観点から紹介します。
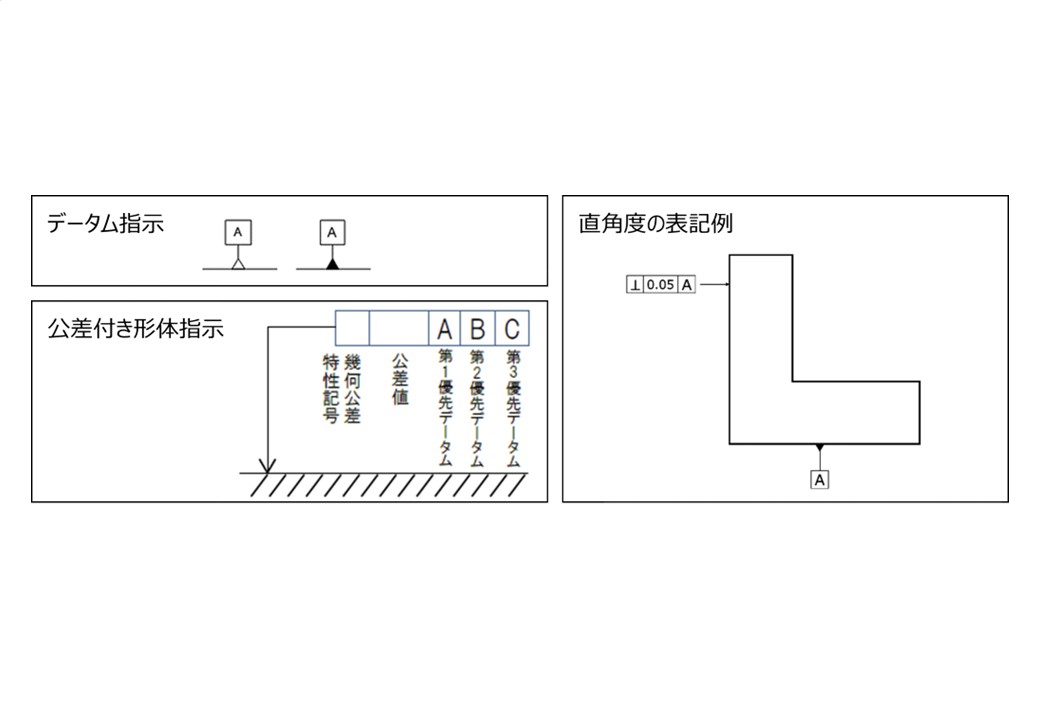
真直度の定義
「真直度」とは、JIS B 0621に基づいて「直線形体の幾何学的に正しい直線からの狂いの大きさ」と定義されています。
「幾何公差」と呼ばれる測定項目の1つであり、どのくらい正確に真っ直ぐであるかという「真っ直ぐさ」を指定するものです。
真直度は平面ではなく直線に適用され、中心線や母線などの曲がりを表します。そのため、長尺物などの反りの判定などに利用されています。
真直度を測定する方法
真直度を測定する方法は、主に以下の4つがあります。
ハイトゲージによる測定
ハイトゲージは、定盤の上で工作物の高さを測定する道具です。
対象物が傾かないように左右の高さを合わせて小型のジャッキで固定し、対象物またはハイトゲージをまっすぐ移動させ、そのずれを測定した結果、最大値と最小値の差が真直度になります。
しかしハイトゲージは一般的に三次元測定機と比べて精度が低く、ハイトゲージの測定部を対象物に当てる強さによって測定値が変化するなど、測定結果が不安定になってしまう可能性があります。
また、対象物を水平に設置できない場合、ハイトゲージは移動が不可能なため、計測が困難です。
ダイヤルゲージによる測定
ダイヤルゲージは、スタンドや各種精密機器に取り付けて使用する測定器です。
単体では使用できませんが、ダイヤルゲージと対象物の設置方法を工夫することで、寸法の変化だけでなく平面度や平行度、傾斜度、同軸度、同芯度といった幾何公差が測定できます。
さらに先ほど紹介したハイトゲージなど他の測定器と組み合わせれば、さまざまな箇所の寸法変化が測定可能です。
またダイヤルゲージには「スピンドル式」と「てこ式」があり、一般的にはスピンドル式が使用されています。
スピンドル式は旋盤やフライス盤を用いた金属加工など、寸法変化の大きな対象物の測定に適しています。
一方てこ式は測定長が短いものの、スピンドル式に比べて高い分解能があるというのが特長です。
三次元測定機による測定
三次元測定機は、部品の形状をデータ上で立体的にとらえてさまざまな測定ができます。
スタイラスを対象物に軽く当てるだけで測定ができるため、測定圧による誤差はほとんど発生せず、安定した測定結果を得ることが可能です。
また、ハイトゲージなどでは測定が困難な水平に固定できない対象物でも、スタイラスはさまざまな角度から当てられるため正確に測定できます。
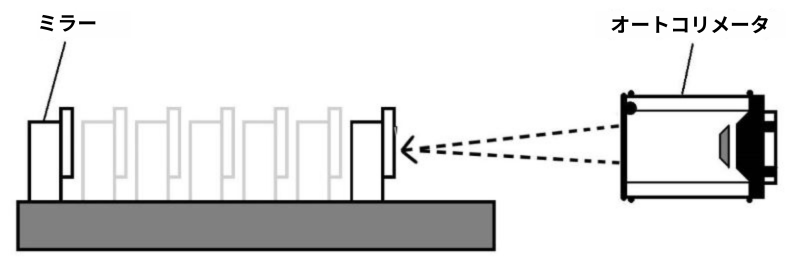
オートコリメータによる測定
オートコリメータは、基準ミラーの傾斜角度をミラー位置を変えて測定します。
基準ミラーをスライド上に固定し、オートコリメータを基準位置に置いて調整することで、測定時に基準ミラーを備えたスライドが所定のステップで移動していきます。
移動に伴って生じるミラーの移動量と傾きの関係から、変位を算出して真直度が評価可能です。
オートコリメータの原理や他の使用用途について知りたい方は、以下の記事もご覧ください。

原理や使用用途を解説!
オートコリメータで真直度を測定するメリット
オートコリメータで真直度を測定するメリットとしては、精度の高さが挙げられます。
オートコリメータは感度が良いため、高精度の測定が可能です。
また、作動距離にも依存せず広範囲の測定もできることから、自由度が高いのも魅力の1つとなっており、瞬時に測定ができることも特長になります。
オートコリメータで真直度を測定するなら駿河精機のSmart LAC
真直度を測定する方法はさまざまありますが、オートコリメータでも工夫することで真直度が評価できます。
さまざまな制約の中で1つのアイデアとしてオートコリメータを検討するのがおすすめです。
駿河精機のレーザオートコリメータ「Smart LAC」なら互換性に優れているため、旧製品とのコマンドの互換性や、ヘッド取付穴共通化により周辺アイテムの継続使用ができます。
工作機械のベッドやロボットの加工装置の真直度測定だけでなく、光学窓やウェッジの面など端面の平行度測定などの用途でも使用可能です。
また、注文から1週間という短納期での安定的な納品が可能なので、急な測定が必要になった場合でも安心してご利用いただけます。
Smart LACのサービスを詳しく知りたい方は下記から資料をダウンロードください。
お役立ち資料

レーザオートコリメータ Smart LAC